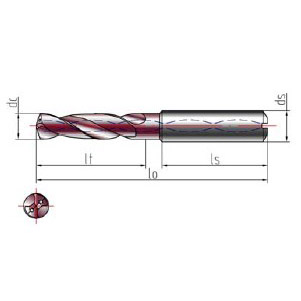
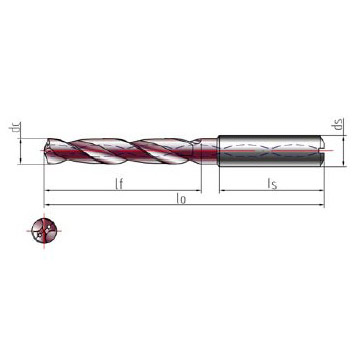
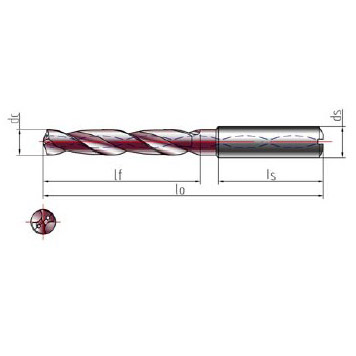
制造特点 1.尺寸形式 按DOKA 标准制造 2.横刃修正 H 形,DOKA 标准 3.主刃顶角 120° 4.排屑槽形 优化槽形,便于排屑双棱边(铰削功能) 5.刃径公差 k6 6.柄径型式 参考DIN6535HA h6 7.表面处理 超T 涂层
使用特点 又称钻铰刀,用于灰铸铁,球墨铸铁,高硅铝合金,铜合金等短切屑材料,对于长切屑材料必须采用内冷强制排屑;定心能力强,能获得稳定的尺寸精度和优异的表面质量;适合高速大进给切削
整体硬质合金直槽精切钻 4 x D.pdf